主な特長と利点
1.ハイブリッド素材の卓越性:
- サーメットの組成炭化チタン(TiC)/窒化チタン(TiN)セラミックマトリックスをニッケル/コバルト合金で結合し、HV1500-2000の硬度と30%の耐摩耗性を実現。.
- ナノコーティングオプション:多層TiAlN/AlCrOコーティングは、耐熱性を高め(最高1,100℃)、連続切削におけるクレーター摩耗を低減します。.
2.高速高精度:
- 最適化されたすくい角と刃先処理により、超硬よりも2~3倍速い速度が可能になり、鋼の仕上げでは最高800m/分です。.
- 鋭く研磨されたエッジは、切削力を最小限に抑え、薄肉部品や熱に弱い部品の加工変形を低減します。.
3.熱的・化学的安定性
- 耐酸化性設計により、800~1,000℃の温度でも刃先の完全性を維持し、ドライ加工や最小限の潤滑で理想的な加工が可能。.
- 粘着性のある素材(アルミニウム、銅合金など)の拡散摩耗に対して不活性で、ビルドアップエッジ(BUE)を防止。.
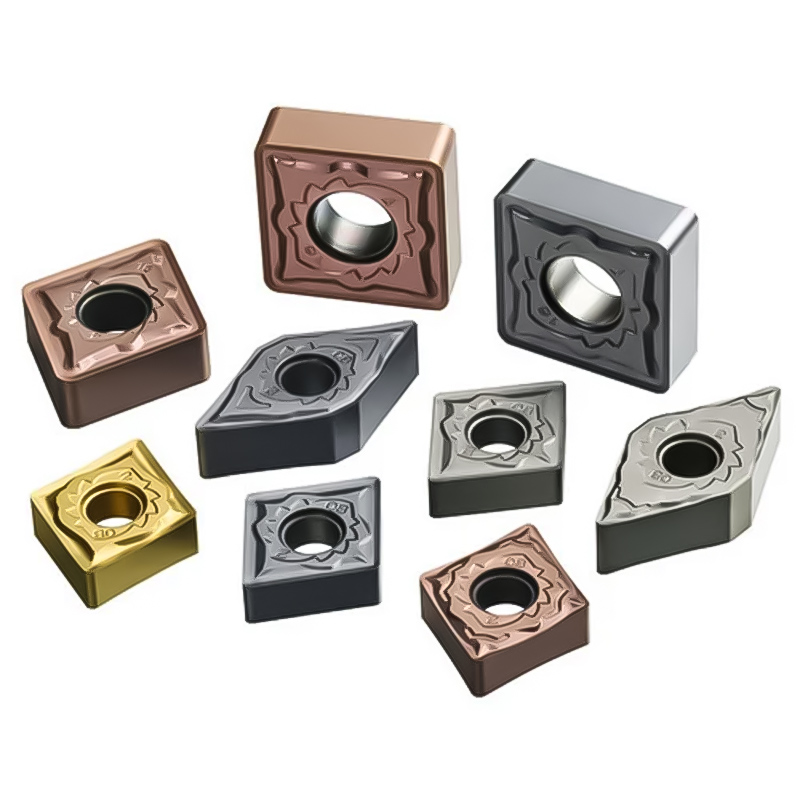
4.汎用形状ポートフォリオ - 旋削:CNMG、TNMG、WNMG材種は、仕上げから荒加工まで対応。.
- フライス加工:四角形(SEET)、円形(RCMT)、八角形チップのショルダーミル加工と輪郭加工用。.
- ねじ切り:ISOメートル/ユニファイねじ用のフルプロファイルおよびV型インサート。.
アプリケーションのシナリオ:
- 自動車:トランスミッションギア、クランクシャフトジャーナル、ブレーキディスクの高速仕上げ。.
- 航空宇宙タービンブレードや着陸装置部品の精密輪郭加工。.
- 医療機器:外科用インプラント(Ti-6Al-4V、Co-Cr合金)の鏡面加工。.
- エレクトロニクス銅製ヒートシンクとアルミ製ハウジングのマイクロフライス加工。.
運営ガイドライン
- スピードとフィード:
- 鋼仕上げ:500~800m/min、0.05~0.15mm/rev.- 鋳鉄:300-600m/min、0.1-0.3mm/rev。.
- ステンレス鋼:150-350m/min、0.05-0.2mm/rev。.
- 工具のセットアップ:オーバーハングを最小限に抑えた剛性の高いツールホルダーを使用する。非コーティング材種では断続切削を避ける。.
- クーラント戦略:熱的利点を最大化するために、ドライ切削またはMQL(最小量潤滑)を推奨する。.





 カタログダウンロード
カタログダウンロード