主要功能和优点
1.卓越的混合材料:
- 金属陶瓷成分:碳化钛(TiC)/氮化钛(TiN)陶瓷基体与镍/钴合金结合,硬度达到 HV 1500-2000,耐磨性比碳化钛高 30%。.
- 纳米涂层选项:多层 TiAlN/AlCrO 涂层增强了耐热性(高达 1,100°C ),并减少了连续切削中的凹坑磨损。.
2.高速精度:
- 经过优化的前角和刃口处理,速度比硬质合金快 2-3 倍,在钢材精加工中最高可达 800 米/分钟。.
- 锋利的抛光边缘可将切削力降至最低,减少薄壁或热敏部件的工件变形。.
3.热稳定性和化学稳定性
- 抗氧化设计可在 800-1,000°C 温度下保持边缘完整性,是干式加工或最少润滑的理想选择。.
- 对粘性材料(如铝、铜合金)的扩散磨损具有惰性,可防止边缘积聚 (BUE)。.
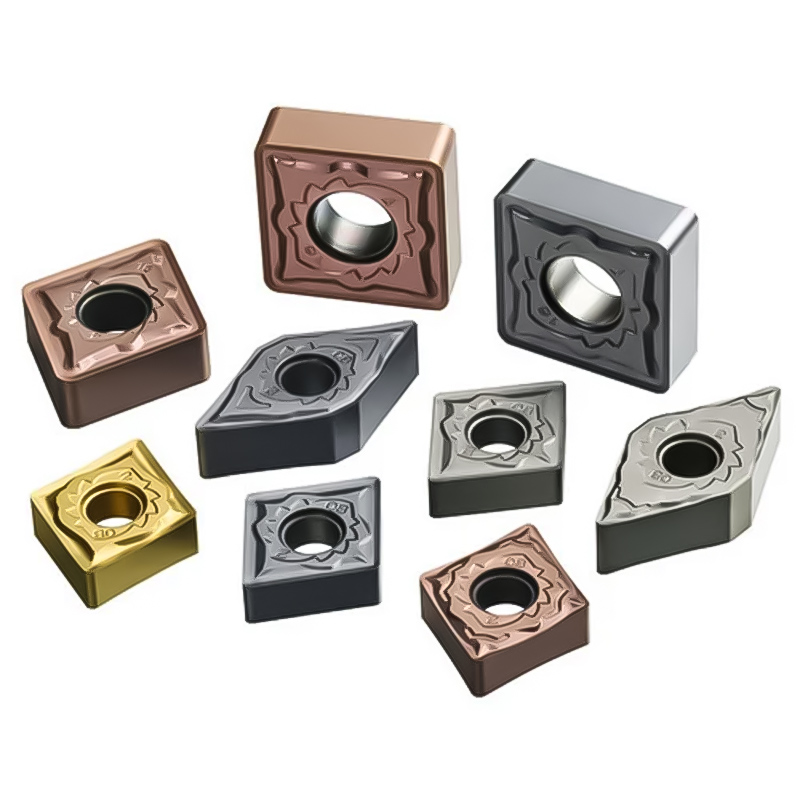
4.多种几何形状组合 - 车削:CNMG、TNMG、WNMG 牌号,用于精加工到粗加工。.
- 铣削:方形 (SEET)、圆形 (RCMT) 和八角形刀片,用于肩部铣削和轮廓加工。.
- 螺纹加工:用于 ISO 公制/统一螺纹的全剖面刀片和 V 形刀片。.
应用场景:
- 汽车: 变速箱齿轮、曲轴轴颈和制动盘的高速精加工。.
- 航空航天:涡轮叶片和起落架部件的精密轮廓加工。.
- 医疗设备:外科植入物的镜面加工(Ti-6Al-4V、Co-Cr 合金)。.
- 电子:铜散热器和铝外壳的微铣加工。.
操作指南:
- 速度与进料
- 钢材精加工:500-800 米/分钟,0.05-0.15 毫米/转。- 铸铁:300-600 米/分钟,0.1-0.3 毫米/转。.
- 不锈钢:150-350 米/分钟,0.05-0.2 毫米/转。.
- 工具设置:使用硬质刀架,尽量减少悬垂;避免在未涂层等级上进行间断切割。.
- 冷却剂策略:首选干切削或 MQL(最小量润滑),以最大限度地提高热优势。.





 下载手册
下载手册