إدخالات سيرميت (سيراميك-معدن) هي أدوات قطع متطورة مصممة لعمليات التشطيب عالية السرعة وعمليات نصف التشطيب التي تجمع بين مقاومة التآكل للسيراميك وصلابة المعادن. مثالية لتصنيع الفولاذ، والحديد الزهر، والفولاذ المقاوم للصدأ، والسبائك المقاومة للحرارة، وتوفر هذه المدخلات تشطيبات سطحية استثنائية (Ra ≤0.8 ميكرومتر) وتفاوتات ضيقة (IT5-IT7) في تطبيقات الخراطة والطحن والتلولب. وبفضل الثبات الحراري الفائق والخمول الكيميائي، تتفوق إدخالات السيرميت على أدوات الكربيد التقليدية في البيئات عالية الحرارة وعالية الدقة.
الميزات والفوائد الرئيسية:
1. التميز في المواد الهجينة:
- تركيبة سيرميت: مصفوفة سيراميك من كربيد التيتانيوم (TiC)/ نيتريد التيتانيوم (TiN) مرتبطة مع سبائك النيكل/الكوبالت، مما يحقق صلابة تتراوح بين 1500-2000 HV ومقاومة تآكل أعلى من الكربيد 30%.
- خيارات الطلاء النانوي: تعزز الطلاءات متعددة الطبقات TiAlN/AlCrO من مقاومة الحرارة (حتى 1100 درجة مئوية) وتقلل من تآكل الحفرة في القطع المستمر.
2. دقة عالية السرعة:
- تتيح زوايا أشعل النار المحسّنة وإعداد الحافة سرعات أسرع من الكربيد بمعدل 2-3 أضعاف، حتى 800 متر/الدقيقة في تشطيب الفولاذ.
- تقلل الحواف الحادة والمصقولة من قوى القطع، مما يقلل من تشوه الشُّغْلَة في المكونات رقيقة الجدار أو الحساسة للحرارة.
3. الاستقرار الحراري والكيميائي
- يحافظ التصميم المقاوم للأكسدة على سلامة الحافة عند درجة حرارة 800-1000 درجة مئوية، وهو مثالي للتشغيل الآلي الجاف أو التشحيم بالحد الأدنى من التزييت.
- خامل للتآكل المنتشر في المواد اللزجة (مثل الألومنيوم وسبائك النحاس)، مما يمنع التآكل المتراكم (BUE).
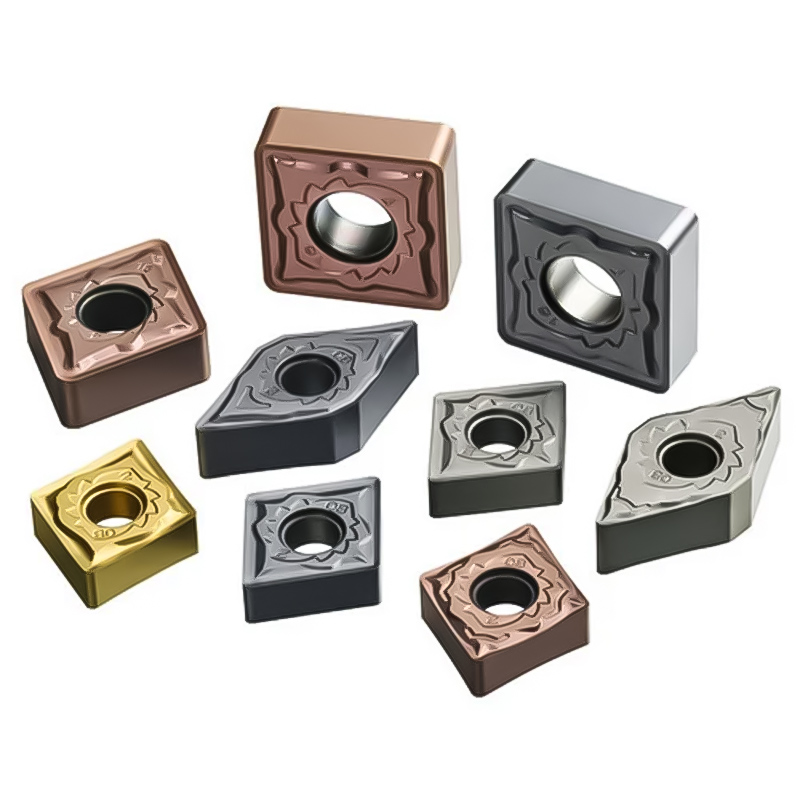
4. حافظة هندسية متعددة الاستخدامات - الخراطة: درجات CNMG، TNMG، TNMG، WNMG للتشطيب إلى التخشين.
- الطحن: إدخالات مربعة (SEET)، ومستديرة (RCMT)، ومثمنة لتفريز الأكتاف وتحديد الخطوط الكنتورية.
- اللولبة: إدخالات كاملة المظهر الجانبي وإدخالات على شكل حرف V للسنون اللولبية المترية/الموحدة ISO.
سيناريوهات التطبيق:
- السيارات: تشطيبات عالية السرعة لتروس ناقل الحركة، وممرات العمود المرفقي، وأقراص المكابح.
- الفضاء الجوي: التحديد الدقيق لشفرات التوربينات ومكونات معدات الهبوط.
- الأجهزة الطبية: تصنيع الآلات ذات التشطيب المرآتي للغرسات الجراحية (Ti-6Al-4V، وسبائك Co-Cr).
- الإلكترونيات: الطحن الدقيق للمشتتات الحرارية النحاسية وأغطية الألومنيوم.
الإرشادات التشغيلية:
- السرعة والتغذية:
- تشطيب الفولاذ: 500-800 متر/دقيقة، 0.05-0.15 مم/دقيقة. - الحديد الزهر: 300-600 م/دقيقة، 0.1-0.3 مم/دقيقة.
- الفولاذ المقاوم للصدأ: 150-350 م/دقيقة، 0.05-0.2 مم/دقيقة.
- إعداد الأداة: استخدم حوامل أدوات صلبة مع الحد الأدنى من البروز؛ تجنب القطع المتقطع في الدرجات غير المطلية.
- استراتيجية سائل التبريد: يفضل القطع الجاف أو MQL (التشحيم بأقل كمية) لزيادة الميزة الحرارية إلى أقصى حد.





 تنزيل الكتيب
تنزيل الكتيب