zhangchunl@belimetal.com
Telefon: +8618974166960




Cermet-Wendeschneidplatten (Keramik-Metall) sind fortschrittliche Schneidwerkzeuge, die für Hochgeschwindigkeits-Schlicht- und Halbschlichtbearbeitungen entwickelt wurden und die Verschleißfestigkeit von Keramik mit der Zähigkeit von Metallen kombinieren. Sie sind ideal für die Bearbeitung von Stahl, Gusseisen, rostfreiem Stahl und hitzebeständigen Legierungen und liefern außergewöhnliche Oberflächengüten (Ra ≤0,8μm) und enge Toleranzen (IT5-IT7) beim Drehen, Fräsen und Gewindedrehen. Mit ihrer überlegenen thermischen Stabilität und chemischen Inertheit übertreffen Cermet-Wendeplatten traditionelle Hartmetallwerkzeuge in Hochtemperatur- und Hochpräzisionsumgebungen.
Hauptmerkmale&Vorteile:
1. Hybride Materialexzellenz:
- Cermet-Zusammensetzung: Keramikmatrix aus Titankarbid (TiC)/Titannitrid (TiN) in Verbindung mit Nickel-/Kobaltlegierungen, die eine Härte von HV 1500-2000 und eine 30% höhere Verschleißfestigkeit als Karbid aufweist.
- Nano-Beschichtungsoptionen: Mehrschichtige TiAlN/AlCrO-Beschichtungen erhöhen die Hitzebeständigkeit (bis zu 1.100°C) und reduzieren den Kraterverschleiß beim kontinuierlichen Schneiden.
2. Hochgeschwindigkeits-Präzision:
- Optimierte Spanwinkel und Kantenvorbereitung ermöglichen 2-3x höhere Geschwindigkeiten als bei Hartmetall, bis zu 800 m/min bei der Stahlbearbeitung.
- Scharfe, polierte Kanten minimieren die Schnittkräfte und verringern die Werkstückverformung bei dünnwandigen oder hitzeempfindlichen Bauteilen.
3. Thermische und chemische Stabilität
- Die oxidationsbeständige Konstruktion bewahrt die Kantenintegrität bei 800-1.000°C, ideal für Trockenbearbeitung oder Minimalschmierung.
- Inert gegenüber Diffusionsverschleiß in klebrigen Materialien (z. B. Aluminium, Kupferlegierungen), verhindert Aufbauschneiden (BUE).
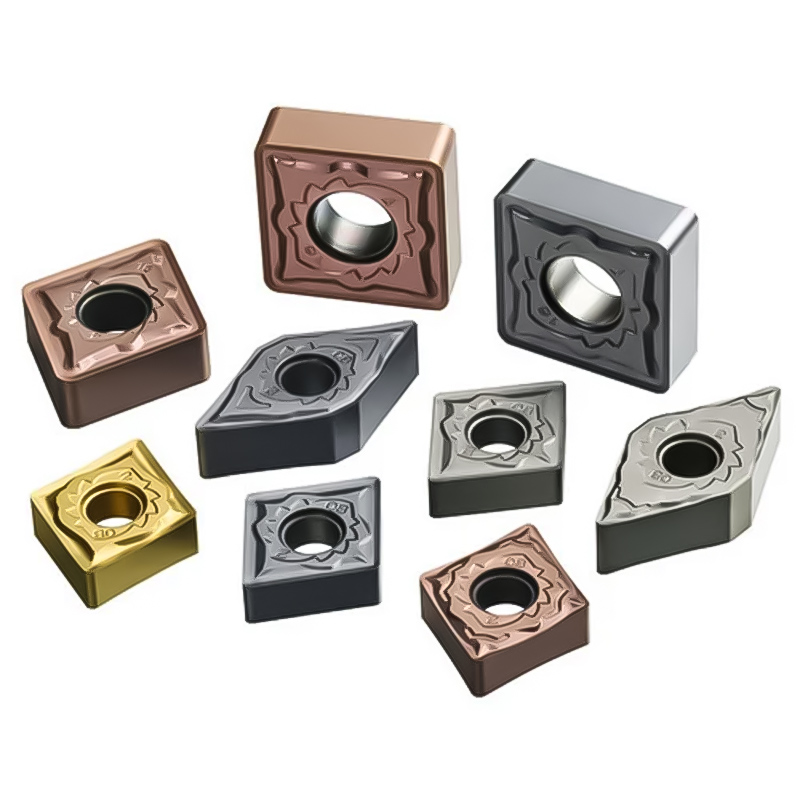
4. Vielseitiges Geometrie-Portfolio - Drehen: CNMG-, TNMG- und WNMG-Sorten zum Schlichten und Schruppen.
- Fräsen: Quadratische (SEET), runde (RCMT) und achteckige Wendeplatten zum Schulterfräsen und Konturfräsen.
- Gewindeschneiden: Vollprofil- und V-förmige Einsätze für metrische/unifizierte ISO-Gewinde.
Anwendungsszenarien:
- Automobil: Hochgeschwindigkeitsfinish von Getrieberädern, Kurbelwellenzapfen und Bremsscheiben.
- Luft- und Raumfahrt: Präzisionskonturierung von Turbinenschaufeln und Fahrwerkskomponenten.
- Medizinische Geräte: Hochglanzbearbeitung von chirurgischen Implantaten (Ti-6Al-4V, Co-Cr-Legierungen).
- Elektronik: Mikrofräsen von Kupferkühlkörpern und Aluminiumgehäusen.
Operative Leitlinien:
- Geschwindigkeit und Vorschub:
- Stahlbearbeitung: 500-800m/min, 0,05-0,15mm/Umdrehung. - Gusseisen: 300-600m/min, 0,1-0,3mm/Umdrehung.
- Edelstahl: 150-350 m/min, 0,05-0,2 mm/Umdrehung.
- Werkzeugeinrichtung: Verwenden Sie starre Werkzeughalter mit minimalem Überstand; vermeiden Sie unterbrochene Schnitte in unbeschichteten Sorten.
- Kühlmittelstrategie: Bevorzugen Sie Trockenschnitt oder MMS (Minimalmengenschmierung), um den thermischen Vorteil zu maximieren.





 Broschüre herunterladen
Broschüre herunterladen