Las plaquitas Cermet (Cerámica-Metal) son herramientas de corte avanzadas diseñadas para operaciones de acabado y semiacabado a alta velocidad, que combinan la resistencia al desgaste de la cerámica con la tenacidad de los metales. Ideales para el mecanizado de acero, fundición, acero inoxidable y aleaciones resistentes al calor, estas plaquitas ofrecen acabados superficiales excepcionales (Ra ≤0,8μm) y tolerancias ajustadas (IT5-IT7) en aplicaciones de torneado, fresado y roscado. Con una estabilidad térmica y una inercia química superiores, las plaquitas de cermet superan a las herramientas de metal duro tradicionales en entornos de alta temperatura y alta precisión.
Características y ventajas clave:
1. Excelencia de los materiales híbridos:
- Composición del cermet: Matriz cerámica de carburo de titanio (TiC)/nitruro de titanio (TiN) aglomerada con aleaciones de níquel/cobalto, consiguiendo una dureza HV 1500-2000 y una resistencia al desgaste 30% superior a la del carburo.
- Opciones de nanorecubrimiento: Los recubrimientos multicapa TiAlN/AlCrO mejoran la resistencia al calor (hasta 1.100°C) y reducen el desgaste de los cráteres en el corte continuo.
2. Precisión de alta velocidad:
- Los ángulos de rastrillo optimizados y la preparación del filo permiten velocidades entre 2 y 3 veces superiores a las del metal duro, hasta 800 m/min en el acabado del acero.
- Los bordes afilados y pulidos minimizan las fuerzas de corte, reduciendo la deformación de la pieza de trabajo en componentes de pared delgada o sensibles al calor.
3. Estabilidad térmica y química
- El diseño resistente a la oxidación mantiene la integridad del filo a 800-1.000°C, ideal para el mecanizado en seco o con lubricación mínima.
- Inerte al desgaste por difusión en materiales pegajosos (por ejemplo, aluminio, aleaciones de cobre), evitando la formación de bordes (BUE).
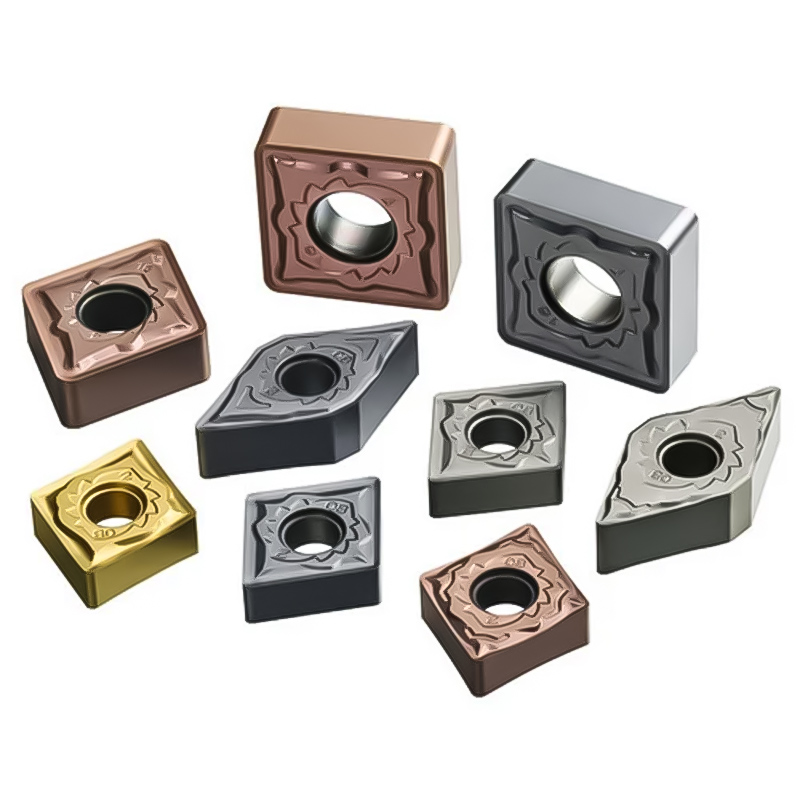
4. Cartera de geometrías versátiles - Torneado: Calidades CNMG, TNMG, WNMG para acabado a desbaste.
- Fresado: Plaquitas cuadradas (SEET), redondas (RCMT) y octogonales para fresado de hombros y contorneado.
- Roscado: Insertos de perfil completo y en V para roscas ISO métricas/unificadas.
Escenarios de aplicación:
- Automoción: Acabado a alta velocidad de engranajes de transmisión, muñones de cigüeñal y discos de freno.
- Industria aeroespacial: Contorneado de precisión de álabes de turbinas y componentes de trenes de aterrizaje.
- Dispositivos médicos: Mecanizado de acabado espejo de implantes quirúrgicos (Ti-6Al-4V, aleaciones de Co-Cr).
- Electrónica: Microfresado de disipadores de calor de cobre y carcasas de aluminio.
Directrices operativas:
- Velocidad y avance:
- Acabado del acero: 500-800 m/min, 0,05-0,15 mm/rev. - Hierro fundido: 300-600 m/min, 0,1-0,3 mm/rev.
- Acero inoxidable: 150-350m/min, 0,05-0,2mm/rev.
- Preparación de la herramienta: Utilizar portaherramientas rígidos con un voladizo mínimo; evitar cortes interrumpidos en calidades no recubiertas.
- Estrategia de refrigerante: Prefiera el corte en seco o MQL (Lubricación de Cantidad Mínima) para maximizar la ventaja térmica.





 Descargar folleto
Descargar folleto