zhangchunl@belimetal.com
Telefon: +8618974166960



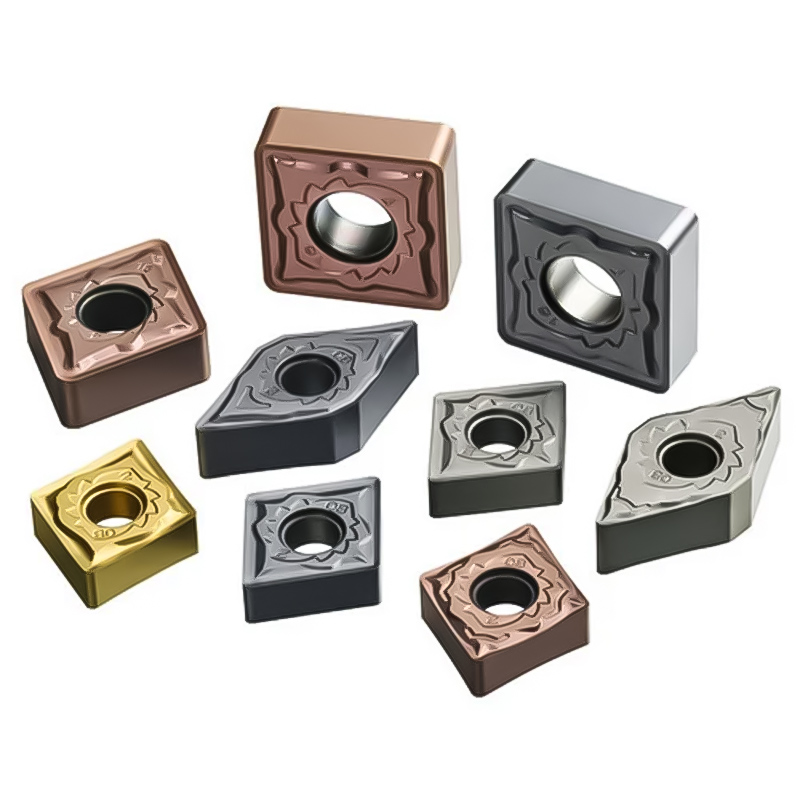
Keramische Wendeschneidplatten sind ultraharte Hochleistungsschneidwerkzeuge, die für die Hochgeschwindigkeitsbearbeitung von anspruchsvollen Materialien wie gehärteten Stählen, Gusseisen, Superlegierungen und hitzebeständigen Komponenten für die Luft- und Raumfahrt entwickelt wurden. Bestehend aus hochentwickelten keramischen Verbundwerkstoffen (Al₂O₃, Si₃N₄ oder SiAlON), zeichnen sich diese Wendeschneidplatten in extremen thermischen Umgebungen (bis zu 1.500°C) aus und ermöglichen eine Trockenbearbeitung mit außergewöhnlicher Verschleißfestigkeit und verlängerter Werkzeugstandzeit. Ideal für Schrupp- und Schlichtbearbeitungen, bieten keramische Wendeschneidplatten im Vergleich zu Hartmetall 2-3x höhere Schnittgeschwindigkeiten bei gleichbleibender Präzision in anspruchsvollen industriellen Anwendungen.
Hauptmerkmale und Vorteile:
1. Hervorragende thermische und chemische Stabilität:
- Auf Aluminiumoxid-Basis (Al₂O₃): Optimiert für das kontinuierliche Schneiden von Gusseisen und Stahl und bietet eine hervorragende Abriebfestigkeit und Kantenstabilität.
- Siliziumnitrid (Si₃N₄): Erhöhte Bruchzähigkeit bei intermittierenden Schnitten in Superlegierungen auf Nickelbasis (z. B. Inconel, Hastelloy).
- SiAlON (Si-Al-O-N): Ausgewogene Temperaturwechselbeständigkeit für die Hochgeschwindigkeitsbearbeitung von Titan für die Luft- und Raumfahrt und gehärteten Stählen (45-65 HRC).
2. Fähigkeit zur Hochgeschwindigkeitsbearbeitung:
- Sie arbeiten mit Geschwindigkeiten von bis zu 1.200 m/min in Grauguss und 800 m/min in gehärteten Stählen und reduzieren die Zykluszeiten um 50%.
- Entwickelte Spanbrecher und polierte Spanflächen minimieren die Wärmeentwicklung und erleichtern den reibungslosen Abtransport der Späne.
3. Fortschrittliche Beschichtungen und Geometrien:
- CVD/PVD-Beschichtungen: TiN/TiCN-Beschichtungen verringern die Reibung und verlängern die Lebensdauer von Werkzeugen in abrasiven Materialien.
- Verstärkte Kantenausführungen: Mikrokörnige Strukturen und abgeschrägte Kanten verhindern Ausbrüche bei hohen Vorschubgeschwindigkeiten.
4. Umweltfreundlich und kosteneffizient:
- Ermöglicht die Trockenbearbeitung, wodurch Kühlmittelkosten und Umweltbelastungen vermieden werden.
- 3-5x längere Standzeit gegenüber Hartmetall bei Hochtemperaturanwendungen, wodurch die Bearbeitungskosten pro Teil gesenkt werden.
Anwendungsszenarien:
- Automobilindustrie: Hochgeschwindigkeitsdrehen von Bremstrommeln, Motorblöcken und gehärteten Getriebeteilen.
- Luft- und Raumfahrt: Bearbeitung von Turbinenschaufeln, Brennkammern und Fahrwerken aus Inconel 718 oder Ti-6Al-4V.
- Energiesektor: Schruppen/Schlichten von Wellen für Windkraftanlagen und Komponenten für Kernreaktoren.
- Werkzeug- und Formenbau: Präzisionsbearbeitung von Formenstählen mit hoher Härte (z.B. H13, D2) mit Ra ≤0,4μm Oberflächengüte.
Operative Leitlinien:
- Empfehlungen für Geschwindigkeit und Vorschub:
- Grauguss: 800-1.200m/min, 0,2-0,5mm/Umdrehung.
- Gehärteter Stahl (50 HRC+): 200-400m/min, 0,1-0,3mm/Umdrehung.
- Nickellegierungen: 100-250m/min, 0,05-0,15mm/Umdrehung.
- Werkzeug einrichten: Starre Werkzeughalter mit minimalem Überstand verwenden; unterbrochene Schnitte bei reinen Al₂O₃-Sorten vermeiden.
- Kühlmittel: Trockenbearbeitung bevorzugt; falls erforderlich, Luftstrahl oder MMS verwenden, um Temperaturschocks zu vermeiden.





 Broschüre herunterladen
Broschüre herunterladen